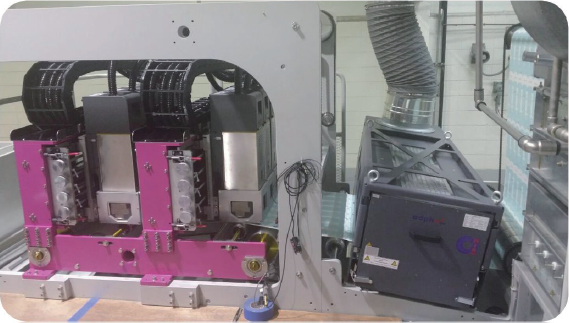
可變二維碼作為一種便捷、低成本、安全、廣泛的物聯網接入方式,恰好滿足了企業在市場競爭方面的需求,被越來越多企業所青睞。與此同時,可變二維碼噴印技術正加速與裝備制造領域融合,在噴印方式上呈現出多樣化發展趨勢,尤其是由常規離線噴印方式逐步衍生出卷筒紙凹印連線噴印(如圖1所示)、卷筒紙燙印連線噴印與卷筒紙模切連線噴印等諸多創新性噴印方式,噴印效率得到極大提升。
雖然可變二維碼噴印技術正在快速、多樣化發展,但可變二維碼噴印質量卻缺少統一市場準入標準。這種不對稱現狀對可變二維碼噴印技術的長遠發展帶來了潛在隱患,一定程度上限制了印刷包裝企業的技術革新與發展。因此,開展可變二維碼噴印技術研究,提升可變二維碼噴印質量,帶動行業信息化、數字化水平整體提升,這是擺在印刷包裝企業面前亟待解決的問題。
GB/T 23704-2017《二維條碼符號印制質量的檢驗》國家標準規定了二維碼噴印質量等級檢測的專用方法,將二維碼質量分成A(4)到F(0)五個等級,見表1。其等級高低由參考譯碼、符號反差、固有圖形污損、軸向不一致、網格不一致、調制比、未使用糾正7項指標共同決定。
表1 數字等級和字母等級的對應關系

為了解國內可變二維碼噴印質量現狀,筆者從多家大型印刷包裝企業處收集到近百余款具有代表性的可變二維碼噴印樣品進行了測試,樣品質量等級統計見表2。依次看這7項指標優劣情況。其中,“軸向不一致”與“網格不一致”兩項指標最為穩定,4A樣品占比均為100%;“參考譯碼”與“未使用的糾錯”兩項指標相對穩定,4A樣品占比均在90%以上;質量等級較差的幾項指標主要集中在“符號反差”“固有圖形污損”“調制比”,4A樣品占比大致只維持在50%左右。
表2 樣品質量等級統計

另外,從綜合評價角度看,所有樣品7項指標全部符合4A標準的樣品僅占15%。可以說,剩余85%樣品均存在不同的質量問題,這也在一定程度上代表了當前市場上可變二維碼產品真實情況。因此,如何提升可變二維碼噴印質量等級,筆者認為,分析和找出影響“符號反差”“固有圖形污損”“調制比”這3項指標等級偏低的原因是關鍵。
符號反差(SC)是衡量符號中深淺兩種反射狀態的差異是否足夠明顯的參數。在符號的參考灰度圖像中測量檢測區內的Rmax和Rmin。符號反差為參考灰度圖像中最高反射率和最低反射率值之差,即SC=Rmax-Rmin。其中,Rmax為最亮值,Rmin為最暗值。符號反差分級見表3。
表3 符號反差分級

根據行業一維條形碼印刷的經驗,二維碼符號反差的評價機理與一維條形碼基本一致,使用白卡紙作為承印材質的樣品符號反差等級普遍高于使用轉移復合類承印材質的符號反差等級,這一現象在上述檢測數據中得到印證,凡是符號反差達到4A標準的樣品均使用白卡紙,而符號反差達到3B級別的樣品基本為轉移復合類承印產品。
固有圖形污損是衡量尋像圖形、空白區、定位圖形、校正圖形以及其他固有圖形的污損情況是否嚴重影響參考譯碼算法對視場中探測和識讀符號能力的參數。這種污損是由于一個或多個模塊由深到淺或由淺到深的反轉造成的。這些需考慮的特殊圖形以及和各種等級閾值對應的污損量大小,應參考具體碼制規范的規定。
固有圖形污損的評價基于在參考灰度圖像中這類圖形(或圖形中的一部分)出現的模塊錯誤(即模塊的顏色是否有反轉錯誤)數。符號一般包含若干個此類明顯的圖形(如尋像圖形、定位圖形等)。
對每種圖形的評價應分別進行,其中最差的值用于分級。為準確掌握影響該指標因素,我們采集了所測樣品中固有圖形污損等級分別為4A(見圖2)與0F(見圖3)的樣品進行對比分析。

圖2 固有圖形污損4A級別樣品

從圖3左可以看到,標準二維碼圖形設計為四周保留4個單位的空白區距離。顯然,此圖中紅色報警點示意此處空白區空間不足,被系統識別為污損狀態,因為污損點數量較多,等級判定為0F。
另外,從圖3右上可以明顯看到至少兩類缺陷,一是碼字邊緣有嚴重的墨跡拖尾現象,這些墨跡滲透到空白碼區域,被系統識別為污損狀態;二是二維碼中間有明顯的墨滴飛墨的情況,留在空白位置形成污損點,兩類缺陷綜合評價后導致圖形污損等級為0F。
通過統計,導致圖形污損等級偏低的二維碼樣品基本涵蓋這兩種情況,僅嚴重程度不同而已。
調制比(MOD)是反映深色模塊或淺色模塊反射率一致性的參數。印刷增量、相對于網格交叉點模塊位置的錯誤擺放、印刷基底的光學特征以及印刷的不均勻度,都會降低模塊反射率與整體閾值之差的絕對值,即MOD=2[R-GT]/SC。其中,MOD為調制比,R為在一個碼子中最接近整體閾值的模塊的反射率,SC為符號反差。如果調制比不足,會增加錯誤辨別深色或淺色模塊的可能性。調制比分級見表4。
表4 調制比分級
為準確掌握影響該指標的因素,我們采集所測樣品中調制比等級分別為4A(見圖4)與0F(見圖5)的樣品進行對比分析。

圖4 調制比4A級別樣品

圖5 調制比0F級別樣品
在尋找調制比等級偏低的樣品時發現,影響調制比等級的類型較影響圖形污損等級的類型多,上圖僅列舉兩種常見的情況,圖5左中的二維碼碼字墨層明顯偏重,墨跡擴散到碼字周圍的空白區域,導致空白區的反射率均勻性受到嚴重影響。
相反,圖5右中的二維碼碼字墨層明顯偏虛,墨跡斷斷續續,黑白反差率同樣被嚴重破壞,最終導致調制比等級低。當然,還有少數樣品表現為二維碼尺寸過小而版本過高所導致的碼字太密情況,以及二維碼噴印過程中出現糊版、拉線等問題,但上述兩類極端缺陷在所有調制比等級偏低類型中最具代表性。
盡管二維碼噴印缺陷在名稱上與印刷質量缺陷的名稱相近,如墨滴飛墨、糊版、拉線等,但是由于原理不同,其缺陷形成原因也不盡相同。
為此,一方面對不同承印物、不同噴頭、不同墨水、不同規格尺寸的二維碼圖形以及不同打底白墨等諸多因素綜合分析與測試,發現打底白墨的表面張力可能影響二維碼等級;另一方面對噴頭高度進行調試,發現降低一定高度有利于改善噴印質量。
另外,根據噴印機臺維護保養的周期要求,每噴印1瓶墨水應對噴頭進行維護和保養操作,但實際操作中,機臺維護保養頻次遠低于此,因此,超長周期的噴印也可能是導致噴印質量降低的因素之一。
為形成一套有效解決方案,我們對控制要點進行如下匯總。
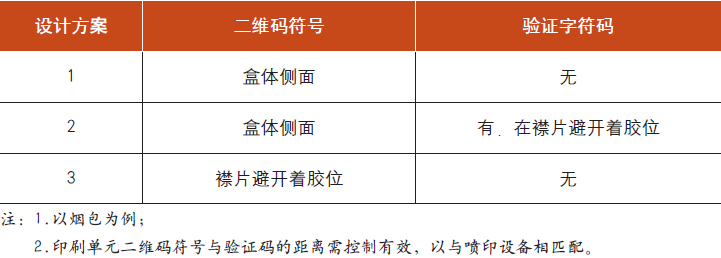
為避免二維碼規格尺寸過大或過小,與二維碼版本號不匹配所導致的糊版、拖尾等問題,同時考慮包裝盒裝潢設計的美觀度,需對二維碼尺寸進行優化。
二維碼放置位置的選擇應保證二維碼不易被污損,便于掃描、易于識讀,二維碼放置位置離包裝邊緣折痕線宜不小于3.0mm,見表5。
二維碼模塊寬度應根據應用要求、采用的掃描技術以及符號生成技術來確定,二維碼及單一模塊高度尺寸應與其寬度尺寸相一致,見表6。
表6 二維碼常見尺寸規格
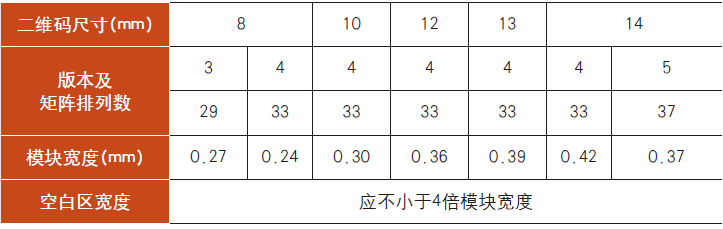
噴印二維碼時,宜考慮采用噴墨點尺寸的整數倍來滿足模塊寬度與二維碼尺寸的要求,模塊寬度計算公式為X=n/R。
其中,X為模塊寬度,單位為毫米(mm);R為噴印設備的分辨率,單位為點每毫米(d/mm);n為每個二維碼模塊擬采用的噴墨點數(正整數)。
二維碼方向與所在盒體同面印刷圖文同向,盒型設計有特珠要求除外,見圖6。

圖6 二維碼方向示意圖
二維碼淺色模塊可選白色、黃色、紅色,深色模塊可選綠色、藍色、咖啡色、黑色。
(2)噴印過程中如出現嚴重白線或多余墨點,應檢查噴頭表面有無異物并進行壓墨操作。
(3)卷筒紙噴印完成后應馬上抬升噴頭,防止刮蹭噴頭。
(2)設備保養時,應對每個噴頭進行噴印檢測,觀察噴頭的噴印效果并記錄存檔。
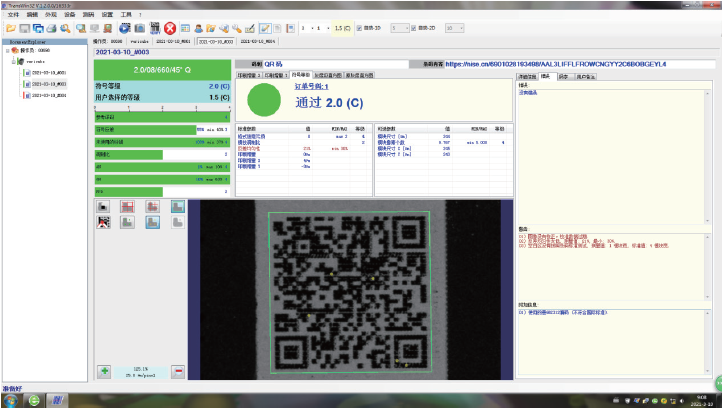
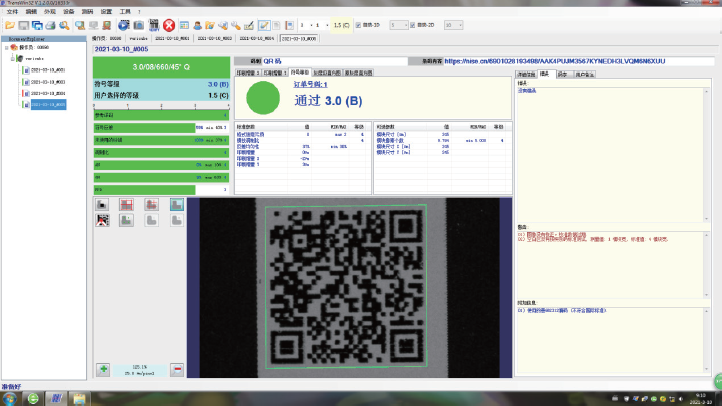
經過對上述實施方案的執行與測量,可變二維碼噴印質量等級得到顯著提升。調整前后測試等級效果見圖7和圖8。
圖8 調整后測試等級效果
作為生產經營管理一體化平臺內的二維碼噴印包裝企業,今后將以數字化追溯和互通共享為方向,逐步完善符合行業數字化發展戰略要求的二維碼噴印標準體系,著力提升企業可變二維碼噴印能力和應用水平,推動和支撐行業高質量發展,全面提升企業在生產、經營、管理、物流、服務等方面的效率和水平,為印刷包裝業高質量發展奠定堅實基礎。