
這3方面工藝改善后,書刊粘結(jié)不牢、脫頁和散頁都解決了!
時(shí)間:2021-12-09 來源:
在我國(guó),無線膠裝是一種普遍采用的書刊裝訂工藝。在生產(chǎn)過程中,一旦工藝參數(shù)設(shè)置不當(dāng)或操作不規(guī)范,無線膠裝書刊就易出現(xiàn)粘結(jié)不牢、脫頁和散頁等現(xiàn)象,影響讀者的閱讀體驗(yàn)。但只要采取行之有效的解決辦法,就能保證無線膠裝書刊的質(zhì)量。
本文,筆者采用實(shí)驗(yàn)法分析無線膠裝相關(guān)工藝參數(shù)對(duì)粘結(jié)強(qiáng)度的影響,通過優(yōu)化設(shè)計(jì)無線膠裝相關(guān)工藝參數(shù)提高書刊粘結(jié)強(qiáng)度,對(duì)于提高無線膠裝質(zhì)量、優(yōu)化無線膠裝工藝有著實(shí)際意義。


行業(yè)標(biāo)準(zhǔn)《書刊裝訂用EVA型熱熔膠使用要求及檢測(cè)方法》(CY/T 40-2007)的制定,主要是為了引導(dǎo)印刷裝訂企業(yè)規(guī)范無線膠裝工藝條件和檢測(cè)方法,使無線膠裝書刊質(zhì)量達(dá)到相應(yīng)標(biāo)準(zhǔn)。
靜態(tài)拉力值使用書刊裝訂強(qiáng)度測(cè)試儀來檢測(cè),無線膠裝書刊粘結(jié)強(qiáng)度的檢測(cè)方法:在23℃±2℃的環(huán)境下,將所測(cè)試膠裝書刊中間書帖的中心頁,通過一平板中間的細(xì)條縫,平鋪于平板之上。此時(shí),該書頁兩側(cè)的其他書頁應(yīng)以此細(xì)條縫為中心線。為使其平鋪,可以用重物靜壓其上。之后,用夾具將書頁固定,從而使書頁可以均勻承受緩慢增加的靜態(tài)拉力。
一般情況下,夾具的位移速度不應(yīng)大于5mm/s,當(dāng)書頁所受外力F與書頁長(zhǎng)L的比值大于4.5N/cm時(shí),書頁未從書背處脫落,即可判定該膠裝書刊的粘結(jié)強(qiáng)度為合格。
需要注意的是,檢測(cè)方法及測(cè)試儀需要使用者在實(shí)際使用過程中積累經(jīng)驗(yàn),避免不必要的偏差。如在使用時(shí),應(yīng)最大限度地保證所測(cè)試的中心頁平鋪,以避免兩側(cè)書頁摩擦力的影響導(dǎo)致檢測(cè)到的靜態(tài)拉力值發(fā)生偏差。
截至目前,關(guān)于無線膠裝書刊粘結(jié)強(qiáng)度的檢測(cè),在統(tǒng)計(jì)中的13家浙江省教材印刷定點(diǎn)企業(yè)中只有7家使用書刊裝訂強(qiáng)度測(cè)試儀,一些小規(guī)模企業(yè)的檢測(cè)人員甚至以用手扒的力作為標(biāo)準(zhǔn),這是不標(biāo)準(zhǔn)和不公平的。
而無線膠裝書刊粘結(jié)強(qiáng)度檢測(cè)方法和書刊裝訂強(qiáng)度測(cè)試儀,既科學(xué)又有說服力,給檢測(cè)工作帶來方便,實(shí)現(xiàn)了書刊數(shù)據(jù)測(cè)試的規(guī)范化。使用書刊裝訂強(qiáng)度測(cè)試儀進(jìn)行一系列實(shí)驗(yàn),能為無線膠裝工藝積累數(shù)據(jù),從而為穩(wěn)定提高書刊膠裝質(zhì)量、降低生產(chǎn)成本提供了可能。


本次實(shí)驗(yàn)將分析無線膠裝工藝3個(gè)主要工藝參數(shù)——開槽深度、開槽間距、上膠輪和書芯間的距離,對(duì)書刊粘結(jié)強(qiáng)度的影響。每種情況中,相應(yīng)的工藝參數(shù)將設(shè)定為3個(gè)區(qū)別較大的數(shù)值,然后分別制作20本樣書。具體實(shí)施情況如下:
第一種情況,固定上膠輪和書芯間的距離,固定開槽間距,改變開槽深度,如表1所示。

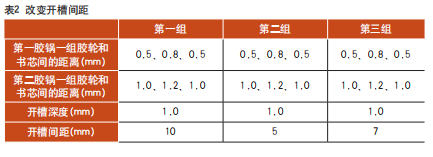
第二種情況,固定上膠輪和書芯間的距離,在第一種情況最佳數(shù)據(jù)的基礎(chǔ)上固定開槽深度,改變開槽間距,如表2所示。
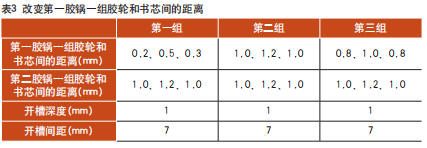
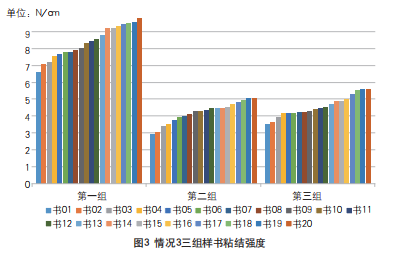
第三種情況,在第一、二種情況最佳數(shù)據(jù)的基礎(chǔ)上,固定開槽深度和開槽間距,改變第一膠鍋一組膠輪(上膠輪、上膠輪、刮膠輪)和書芯間的距離,如表3所示。
本次實(shí)驗(yàn)使用杭州固特(EVA)KG-8AB背膠、KG-5AC邊膠,80g/m2膠版紙(內(nèi)文用紙)、157g/m2銅版紙(封面用紙),制作開本為184mm×260mm的樣書,書脊厚度為7mm,背膠厚度為1mm,邊膠寬度為6mm;設(shè)定膠鍋的膠水溫度為160℃,車間溫度為25℃、相對(duì)濕度為 60% ;使用精密達(dá)Cambridge-12000全自動(dòng)無線膠裝聯(lián)動(dòng)線,樣書生產(chǎn)速度為7000本/時(shí)。
待樣書制作完48小時(shí)后,按照《書刊裝訂用EVA型熱熔膠使用要求及檢測(cè)方法》的要求,使用SKL-03A型書刊裝訂強(qiáng)度測(cè)試儀測(cè)量每種情況共60本樣書的粘結(jié)強(qiáng)度,然后求平均值,進(jìn)行數(shù)據(jù)對(duì)比分析,從而確定無線膠裝書刊的理想工藝參數(shù)區(qū)間。


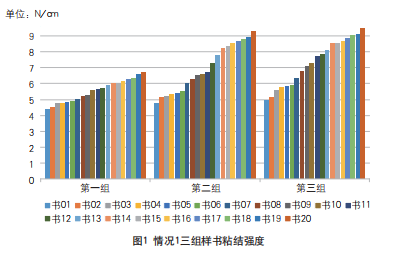
經(jīng)計(jì)算可得,第一組20本樣書的平均粘結(jié)強(qiáng)度為5.5N/cm,第二組為7.0N/cm,第三組為7.3N/cm,如圖1所示。由此可見,第一組和第二組20本樣書的平均粘結(jié)強(qiáng)度都小于第三組,也就是說,第一組和第二組的開槽深度過小或過大。
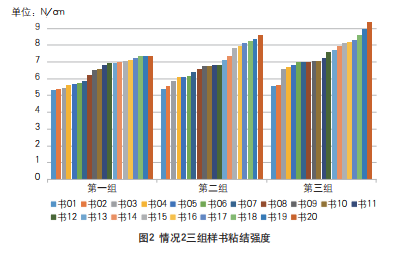
經(jīng)計(jì)算可得,第一組20本樣書的平均粘結(jié)強(qiáng)度為6.5N/cm,第二組為6.9N/cm,第三組為7.4N/cm,如圖2所示。由此可見,第一組和第二組20本樣書的平均粘結(jié)強(qiáng)度都小于第三組,也就是說,第一組和第二組的開槽距離過大或過小。
經(jīng)計(jì)算可得,第一組20本樣書的平均粘結(jié)強(qiáng)度為8.4N/cm,第二組為4.2N/cm ,第三組為4.6N/cm,如圖3所示。由此可見,第一組第一膠鍋一組膠輪和書芯間的距離最小,樣書的粘結(jié)強(qiáng)度最高。
通過本實(shí)驗(yàn)可以得出以下結(jié)論:無線膠裝生產(chǎn)機(jī)臺(tái)第一膠鍋一組膠輪和書芯間的距離對(duì)樣書質(zhì)量的影響最大,且較好的參數(shù)區(qū)間為(0.2mm、0.5mm、0.3mm)~(0.5mm、0.8mm、0.5mm);開槽間距對(duì)樣書質(zhì)量的影響次之,5~7mm為較好的參數(shù)區(qū)間;開槽深度對(duì)樣書質(zhì)量的影響最小,1~1.5mm為較好的參數(shù)區(qū)間。此數(shù)據(jù)已在我公司生產(chǎn)的2020年秋季批次教材的檢測(cè)結(jié)果中得到了驗(yàn)證。


實(shí)際生產(chǎn)中,無線膠裝工藝參數(shù)的設(shè)定存在一定的差異,企業(yè)通過檢測(cè)其生產(chǎn)書刊的粘結(jié)強(qiáng)度可以驗(yàn)證其合理性。實(shí)際操作中,發(fā)現(xiàn)如下問題并提出相應(yīng)的解決方案。
生產(chǎn)中常會(huì)有一個(gè)誤區(qū):膠層越厚,書刊粘結(jié)強(qiáng)度越高。基于成本控制的要求,常常會(huì)采用價(jià)格低廉的膠,從而保證書刊施以較厚的膠層。實(shí)際上,無線膠裝書刊是否粘牢,關(guān)鍵在于熱熔膠與書背紙張纖維是否粘結(jié)牢固。
如果膠和紙張沒有粘結(jié)好,膠層再厚也不起作用,且過厚的膠層也是一種浪費(fèi)。根據(jù)書刊的厚薄相應(yīng)調(diào)整施膠厚度是必要的,書刊厚度不超12mm,熱熔膠品質(zhì)過關(guān),加工工藝過程規(guī)范,膠層在1.2mm左右就能完全滿足書刊質(zhì)量要求。
書刊書芯厚度為10mm以上時(shí),同樣的工藝參數(shù)標(biāo)準(zhǔn),隨著書刊厚度的增加,粘結(jié)強(qiáng)度會(huì)下降,而且測(cè)試時(shí)書脊容易被撕裂,甚至產(chǎn)生拉力值低于4.5N/cm的情況。因此,建議采用粘結(jié)度高、抗撕拉力強(qiáng)的熱熔膠。
使用同品牌熱熔膠生產(chǎn)的同一本書刊,在冬季和夏季檢測(cè)粘結(jié)強(qiáng)度時(shí),拉力值至少有1N/cm以上的差值。具體情況為氣溫低于10℃,拉力值偏高;氣溫高于30℃,拉力值偏低。建議重復(fù)多次實(shí)驗(yàn),取得符合各企業(yè)自身?xiàng)l件的最優(yōu)工藝參數(shù),確保書刊在冬、夏季的拉力值基本一致。此外,還可使用更高品質(zhì)熱熔膠,以保證書刊在不同季節(jié)粘結(jié)強(qiáng)度一致。
企業(yè)可根據(jù)書刊產(chǎn)品的總量確定相應(yīng)的檢測(cè)數(shù)量來進(jìn)行質(zhì)量抽撿,保證生產(chǎn)過程的全覆蓋,確保檢測(cè)無遺漏。
本文采用了實(shí)驗(yàn)法,分析無線膠裝書刊的3個(gè)工藝參數(shù)與粘結(jié)強(qiáng)度之間的關(guān)系。這3個(gè)工藝參數(shù)對(duì)粘結(jié)強(qiáng)度都有一定程度的影響,企業(yè)在生產(chǎn)無線膠裝書刊時(shí)應(yīng)找到適合自身?xiàng)l件的最佳工藝參數(shù),從而使書刊盡可能達(dá)到最大的粘結(jié)強(qiáng)度。
本文的方法對(duì)于無線膠裝書刊的生產(chǎn)工藝優(yōu)化、工藝參數(shù)控制、產(chǎn)品質(zhì)量分析等均具有一定的借鑒意義,且為實(shí)現(xiàn)無線膠裝工藝的數(shù)據(jù)化、標(biāo)準(zhǔn)化管理提供了依據(jù)。
作者:浙江新華數(shù)碼印務(wù)有限公司 馬義鵬
編輯:胡玉林

易大廳.png)