卷筒不干膠材料在印刷機上放卷時,如果上下層之間沒有出現拉絲或有輕微的拉絲現象,那么可判定材料是合格的。當然,還應了解一下現場的溫濕度。單張紙不干膠材料在膠印機的輸紙臺上輸紙時,如果上下層之間發生拉絲或粘連,可判定材料不合格。因為在輸紙臺上輸紙時發生上下層之間拉絲的現象,會使不干膠材料跑偏,引起套印不準。
如果白料端面粘連嚴重,印刷放卷時就有明顯的拉絲現象,那么模切后就很有可能發生標簽四周滲膠。需要指出的是,溢膠與標簽在底紙上產生移位和收縮同樣有關。在模切過程中或者模切以后收卷時,標簽移動會產生標簽單邊溢膠,標簽縮小會使標簽四周產生溢膠。
由于加工材料、生產工藝、使用的印刷機不同,要想給出一個“正確”的張力數據是不現實的。張力控制的結果最終體現在卷的松緊上,在與客戶確認能接受的前提下,將卷收得最松應該是最佳做法。印刷(包括聯機模切)時,在不影響套印準確度和后道加工的基礎上,放收卷張力控制得越小越好。無論在哪一道加工工序,收卷張力都應比放卷張力小,且張力比不應該有大的差異。用雙手拿起模切后分切成的小卷時,至少用拇指能將端面隨意上下推動。如果模切后分切成的小卷像一塊“鐵餅”,那么收卷張力肯定是太大了。
丙烯酸乳膠和熱熔膠是不干膠標簽材料常用的膠黏劑。這兩種膠黏劑的特性如表1所示。
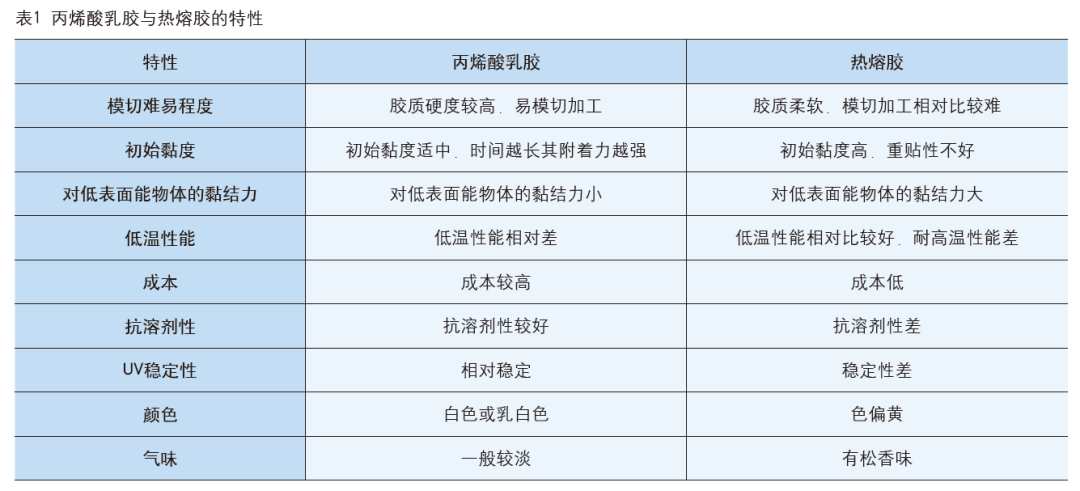
不難看出,熱熔膠的模切難度比丙烯酸乳膠高。這是因為膠黏劑越柔軟,也就要求模切刀具越鋒利,以便在模切面材時能很快地不受阻力地切入,這樣才不會產生因面材對膠黏劑層擠壓引起的溢膠情況。
膠黏劑越柔軟,流動性就越好,模切后膠黏劑回流的速度就越快。所以使用熱熔膠不干膠材料時,模切與排廢工位的間距越短越好,盡可能趁切斷的膠黏劑層還未回流粘連在一起時盡快排廢。
由于熱熔膠的熔點較低(65℃開始熔化),所以控制好模切時的溫度能夠起到很大作用。實踐證明,降低模切時的溫度能夠有效地阻止熱熔膠的回流,達到順利排廢的目的(冬季模切比其他季節更順利)。
熱熔膠的初始黏度高對模切是不利的。初始黏度高使回流的膠黏劑一旦碰到就融為一體(時間比丙烯酸乳膠短),排廢時產生的拉絲現象與沒有切斷膠黏劑層產生的拉絲現象幾乎沒有區別。熱熔膠的初始黏度高使模切刀在切斷膠黏劑層時會與膠黏劑牢牢地粘連在一起,刀具表面逐漸積累很多膠黏劑。刀具上粘連積累的膠黏劑如果不及時清理,在重復模切的過程中,會不斷地轉移到標簽上造成溢膠。所以模切熱熔膠的刀具需要進行涂氟處理,刀具上的膠黏劑也需要及時清理。


