
零成本改造,根本上解決凹印氣泡,產品不合格率降為零!
時間:2021-12-10 來源:
眾所周知,凹印油墨為液體油墨,采用泵壓循環供墨,過程中不可避免會產生氣泡,進而影響印品質量。特別是隨著環保政策的日益嚴苛,以及產品衛生安全要求的不斷提高,水性油墨的使用比例不斷增加,尤其是水性雪花油墨、水性啞光油墨等的廣泛應用,使得氣泡問題表現得更加突出,嚴重影響印刷質量(如圖1)。本文,筆者以我公司“紅塔山(新時代)”煙包產品為例,分析凹印水性油墨氣泡的產生原因以及解決方案。
凹印水性油墨氣泡產生的主要因素包括油墨、供墨系統和操作因素。
(1)水性油墨使用水性樹脂連接料和以水為主的稀釋劑,水的表面張力和極性與有機溶劑有著較大的差異,加大顏料分散難度,必須使用表面活性劑類助劑改善樹脂和水以及顏料和樹脂的親和力。理論認為,這些物質在受力運動中,相對于有機類物質更容易與空氣進行交換,使氣體進入運動的混合液中。
(2)消泡劑的使用可以消除油墨表面堆積的氣泡,卻無法消除油墨內部的氣泡。
(3)油墨中的顏料對油墨中的氣泡具有吸附作用。
(4)油墨制造工藝和材料的改進可以減少氣泡的產生,但無法完全避免。
(5)印版等固體物質對氣泡具有吸附作用,致使印刷品表面更易產生印刷質量問題。
(1)油墨泵的功率、轉速、葉片形狀等因素,都會對氣泡數量產生影響,在保證印刷供墨量的前提下,盡可能減少攪拌動作,以降低氣泡數量,但不循環供墨,會導致油墨沉淀,分散不均勻,造成印刷色相不穩定。
(2)輸墨管的管徑要與油墨泵的功率及供墨量匹配,減少泵墨的沖擊力度,可減少氣泡的產生。
(3)不論是噴淋式供墨裝置,還是浸泡式供墨裝置,泵上去的墨短時間內會接觸旋轉的印版,可以根據印刷車速計算出接觸到刮墨刀的時間,在這么短的時間內,如果沒有完全自然消泡的過程,刮墨刀就會直接擠破氣泡,造成印品表面局部缺墨的印刷故障。
(4)為了保護印版并保證上墨量,上墨裝置與印版直接接觸或只能采用毛刷之類的軟物質與印版接觸,中間的間隙或接觸的壓力不足以完全擠破油墨中的氣泡,而部分氣泡被擠破后形成的缺墨部分,也無法及時補充油墨。
(1)油墨黏度的控制。不同黏度的油墨在使用過程中與油墨泵葉片產生的沖擊力度不一樣,從而產生不同數量的氣泡;反之,取樣量杯內油墨的氣泡數量會給油墨內部結構帶來變化,從而影響黏度的實際測量結果,給操作人員帶來誤判。
(2)溶劑配比的準確性。凹印油墨的溶劑主要采用乙酸乙酯、乙酸正丙酯、乙醇、水等物質,根據油墨的不同性質選用不同配比的溶劑作為稀釋劑,這些物質的表面張力不同,氣泡數量就會有所不同,水是氣泡產生的主要因素。
(3)上墨裝置的調整及安裝的精細程度。上墨裝置與印版之間的間隙、上墨裝置自身的水平度等都會影響油墨循環使用過程中氣泡的產生及自主消泡的程度。
(4)泵墨量的控制。在保證印刷供墨的前提下,通過閥門或回流閥的控制,泵墨量越小,氣泡數量越少,這需要操作人員仔細操作。
針對氣泡產生原因,技術人員進行多角度試驗,以尋求最佳解決方案。
(1)與多家油墨供應商溝通,試圖從油墨材料方面改進,主要是樹脂連接料的選型和改進,特別是對水性油墨的改進,但氣泡問題一直沒有徹底解決。
(2)消泡輥在凹印設備上很難固定安裝,且消泡效果不理想。
(3)油墨車上改造添加印版浸泡裝置,增加油墨靜置消泡時間,但改造設備難度較大,且消泡效果仍不理想。
(4)對上墨系統進行改進,包括改造噴墨孔,避免油墨直噴到印版上,減少氣泡數量;改造回墨路,減少油墨流動,調節上墨裝置與印版的間隙,盡量擠破氣泡等多項措施。
(5)試用不同功率、管徑、葉片形狀的油墨泵。
(6)調整油墨黏度、溶劑配比。
(7)加入不同比例的消泡劑,并對比試用。
經過實踐證明,以上多種措施只能改善卻不能從根本上解決氣泡問題。結合氣泡的產生原因,我們認為,既然目前無法從材料上解決油墨流動時產生氣泡,就只能考慮物理方法。
初步計劃在油墨通過上墨系統覆蓋到印版上之后,在刮墨刀刮墨之前的狹小空間內,對覆蓋在印版上的油墨中的氣泡進行碾壓擠破,并在碾壓后對擠破氣泡處補充油墨,保證印刷圖案上墨均勻。
實際生產中遇到較大版面的水性啞光油墨印刷時,會出現嚴重的氣泡問題,甚至無法印出一張合格品,油墨供應商的技術人員也無法解決。為此,我們計劃對上述解決方案的初步計劃進行實施改造,具體過程如下。
該材料需具備抗水、抗溶劑性能,且具有一定的厚度與強度。經過對比分析,我們決定就地選材,選擇厚度為0.125mm的片基,該片基不僅耐用,而且不會摩擦損壞印版。
不同印刷設備的上墨方式以及機械結構有所不同,以我公司使用的尚邦GR830設備為例,考慮到碾壓印版表面所覆蓋油墨內氣泡的力度和間隙、印版旋轉的方向、碾破氣泡處需繼續補充油墨的情況,決定在上墨架的勻墨刀片下面和印版具有一定接觸面積且力度較大的位置,加裝自制筒狀膠片,如圖2所示。

手動檢測上墨效果與正常情況一致,預計可以正常生產,如圖3所示。

上墨架上安裝好片基,開機驗證氣泡問題明顯好轉,只有零散氣泡問題。經分析,仍需加強對吸附在印版表面氣泡的碾壓,并對碾破氣泡處補充油墨,因此對上述安裝的片基進行了改進,在固定勻墨刀片的螺栓處再加裝筒狀膠片,起到對碾破氣泡處重新補墨的作用,如圖4所示。

改進后再次開機試驗,不再出現氣泡問題,順利完成生產,該批次印品不合格率從改造前的100%降為改造后的0%,印樣如圖5所示。

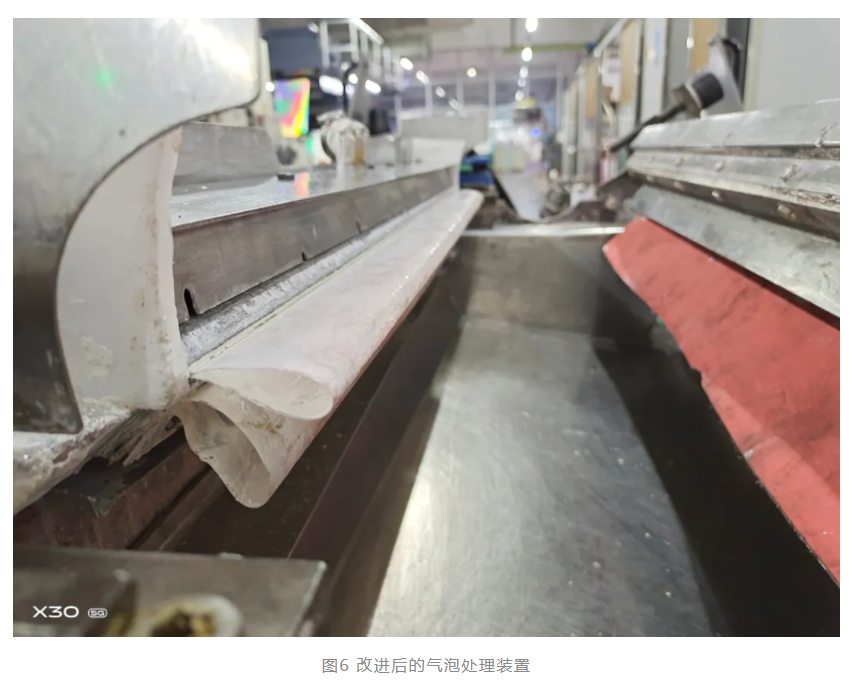
至此,基本確認改進后的氣泡處理裝置(如圖6所示)可以解決凹印水性油墨氣泡問題。
針對上述解決方案,我們后續進行了驗證,涉及5種主要凹印水性油墨滿版印刷產品的生產情況。
通過2個月、10個產品、500多萬印張的跟進驗證,所有產品均未出現氣泡問題,因此我們認為該解決方案的實施有效解決了凹印水性油墨氣泡問題,完全符合大規模生產的需求,可明顯提高印品質量,降低操作人員工作強度和工作量,節約原輔材料,產生巨大的經濟效益和社會效益。
此外,我們還對片基材料進行了標準化處理,設定上片基尺寸為130mm×840mm,下片基尺寸160mm×840mm,以便大規模生產使用。
作者:珠海經濟特區誠成印務有限公司 許東升
編輯:宋慧慧

